четверг, 31 декабря 2015 г.
вторник, 29 декабря 2015 г.
Как сделать прожектор.
Всем - привет :)
Давно уже собирался написать статью и снять вторую часть видео о том, как я делал "съемочное" освещение в своей мастерской.
А сегодня посмотрел видео своего коллеги - Влада:
Первую часть - штатив я уже показывал в этом видео:
--
Первоначально я пытался приспособить в качестве рефлекторов металлические сферические миски - но радиус миски не позволял правильно сфокусировать световой поток.
Поэтому я решил сделать самодельные рефлектора в виде усеченной пирамиды.
Я не даю размеры, так как каждый будет исходить из собственных возможностей и материалов, которые есть в наличии.
Для своих прожекторов я использовал самые доступные материалы - фанеру и ДВП. Но можно использовать даже плотный упаковочный картон.
Вот как выглядит рефлектор в разрезе - Рис. 1.
Рисунки при клике - увеличиваются в полный размер.
 |
| Рис. 1 Разрез рефлектора. |
Для того, чтобы закрепить патрон, я использовал квадрат из 18-ти. миллиметровой
фанеры.
Стороны квадрата можно срезать под углом, но можно оставить и перпендикулярными Рис. 2.
От это зависит, как будут крепиться отражающие плоскости. В первом случае можно использовать гвозди, скобы и / или клей для дерева.
Во втором случае - проще посадить основание патрона на термоклей, в предварительно собранный рефлектор
 |
| Рис. 2 Пластина - основание патрона. |
{kind=link}
Для каждого отражателя я вырезал из толстой фанеры 2 детали: вилку крепления и основание под патрон, в основании я просверлил отверстие.
Несовпадение диаметров отверстия и патрона - легко решается при помощи синей изоленты (обязательно синей, это важно :).
Но если в прожекторе используются "энергосберегающие" лампы - то можно
использовать и термоклей.
А еще я срезал под углом стороны квадрата, но это делать не обязательно %).
Далее из ДВП я вырезал по 4 трапециевидных детали.
Внутренние поверхности рефлектора я оклеил обычной пищевой фольгой.
Для приклеивания я использовал каучуковый клей в аэрозольной упаковке, но можно использовать обычный резиновый клей или клей "момент".
----
Кроме фольги можно использовать металлизированный лавсановый скотч или
алюминиевый скотч для теплоизоляции, но в отличии от металлизированного, алюминиевый стоит достаточно дорого.
----
Также можно оклеить внутреннюю поверхность отражателя тонким пенофолом или любой другой металлизированной теплоизоляцией.
Можно обойтись и без жесткого основания,склеив полностью отражатель
из металлизированной теплоизоляции,
только в этом случае нужно будет сделать каркас (4 луча) из железной проволоки либо использовать более толстую (6 - 8 мм.) теплоизоляцию.
Для соединения сторон рефлектора я использовал термоклей и тонкую проволоку.
Для этого в каждой из сторон я просверлил по два отверстия и соединил стороны проволокой. После этого вставил в средину основание под патрон, выровнял диагонали и проклеил соединения сторон - термоклеем.
Чтобы закрепить рефлектор на стойке, а также иметь возможность регулировать его наклон, я использовал фанерную вилку Рис.3,
привинченную к основанию на 2 длинных самореза.
Вилка одевается на стойку и фиксируется длинным болтом с гайкой-барашком.
 |
| Рис. 3 Вилка для крепления рефлектора. |
Сначала я использовал патроны для люстр (с наружной резьбой)
но отказался от этой идеи, так как патрон без резьбы позволяет посадить его гораздо глубже, и соответственно рефлектор можно сделать меньше размерами.
Как я говорил выше - корпус рефлектора можно сделать из упаковочного (или любого другого плотного картона.
Для этого нужно сделать шаблон и вырезать по нем картонную развертку Рис. 4,
 |
| Рис. 4 Развертка рефлектора. |
Предварительно предусмотрев припуск Рис. 5, для крепления к основанию патрона, которое тоже можно склеить из нескольких слоев гофрированного картона.
 |
| Рис. 5 "Лепестки" для крепления основы под патрон. |
Для каждого прожектора я использовал провод с подвесным выключателем, размещенным возле каждого рефлектора, так удобней управлять освещением.
Кроме 2х прожекторов на стойках я использую еще несколько прожекторов, которые крепятся к потолку мастерской на струбцинах-прищепках.
В процессе съемки верхнее освещение позволяет более свободно передвигаться по мастерской, но его не очень удобно регулировать.
Весь свет подключен в один общий (компьютерный) удлинитель с выключателем.
Для освещения я использую "энергосберегающие" лампы "холодного белого" света, OSRAM по 23 Вт. Они достаточно яркие и долговечные, и хорошо работают и при минусовых температурах.
Позднее я думаю снять видео на эту тему, а на сегодня на этом пока ВСЕ.
Ставьте "лайки",
Задавайте вопросы
Пишите комментарии
и подписывайтесь на мой блог
понедельник, 21 декабря 2015 г.
Самодельная деревянная вагонка.
Всем - привет :).
Недавно мне задали вопрос:Евгений Коровченко 5 дней назад :
"-- Марк а не подскажешь , можно ли делать вагонку с помощью циркулярки и фрезера?"
Я обещал рассказать как это сделать, используя простой инструмент.
О самодельной вагонке - моя сегодняшняя статья.
Итак что нужно для этого.
Сначала нужно определиться с материалом и размерами.
Например вагонка из елки выглядит более "мягко" так как дерево светлое и не имеет ярко выраженных сучков, елка - легко обрабатывается.
Сосна - напротив имеет ярко выраженную текстуру, и темные сучки. И при обработке дает больше сколов.
Хорошо смотрится вагонка из ольхи, но этот материал более дорогой.
Осину я бы не стал рекомендовать, из-за не яркой текстуры, бледного цвета и не очень хорошего качества поверхности - эта порода довольно мягкая и дает "ворс" который нужно убирать длительной шлифовкой
Идем дальше - определяемся с размерами.
В последнее время вагонка, которая идет на декоративную отделку - становится все тоньше и тоньше.
Уже практически невозможно найти вагонку толщиной 20 - 22 мм, и все чаще попадается толщина 18 и даже 16.
Тонкая вагонка - это не так уж и плохо, если ширина рейки не велика.
Желательно при выборе размера соблюдать соотношение толщины к ширине в пределах 1: 4,5 - 5,5 причем чем уже и толще вагонка, тем меньше у нее склонность к короблению.
Допустим размер вагонки будет 16 х 70. Для получения такого размера можно взять стандартную доску 40 х 150, или заказать на пилораме доску 38 х 150 и порезать на циркулярке на 4 части.
То что циркулярка должна иметь глубину пропила не менее 75 мм - думаю понятно :).
Конечно можно резать доску на пиле с меньшим пропилом (сначала по ширине а потом по толщине), но для этого придется распускать брусок с двух сторон.
Допустим с распилом мы справились и получили заготовки 18 х 73 +/- 1 мм.
В идеале - заготовки для вагонки нужно пропустить через рейсмус
Но если рейсмуса нет - можно пойти другим путем - использовать ручной электрорубанок, закрепленный на примитивное приспособление в виде корыта (доски с двумя брусками по краям. Бруски определяют толщину заготовки вагонки).
Рабочую часть корыта нужно пропитать расплавленным парафином - для лучшего скольжения.
Итак - рейки откалиброваны по толщине - теперь можно приступать к фрезерованию кромок.
Существуют 2 основных типа вагонки: симметричная и несимметричная Рис. 1.
Сначала нужно определиться с материалом и размерами.
Например вагонка из елки выглядит более "мягко" так как дерево светлое и не имеет ярко выраженных сучков, елка - легко обрабатывается.
Сосна - напротив имеет ярко выраженную текстуру, и темные сучки. И при обработке дает больше сколов.
Хорошо смотрится вагонка из ольхи, но этот материал более дорогой.
Осину я бы не стал рекомендовать, из-за не яркой текстуры, бледного цвета и не очень хорошего качества поверхности - эта порода довольно мягкая и дает "ворс" который нужно убирать длительной шлифовкой
Идем дальше - определяемся с размерами.
В последнее время вагонка, которая идет на декоративную отделку - становится все тоньше и тоньше.
Уже практически невозможно найти вагонку толщиной 20 - 22 мм, и все чаще попадается толщина 18 и даже 16.
Тонкая вагонка - это не так уж и плохо, если ширина рейки не велика.
Желательно при выборе размера соблюдать соотношение толщины к ширине в пределах 1: 4,5 - 5,5 причем чем уже и толще вагонка, тем меньше у нее склонность к короблению.
Допустим размер вагонки будет 16 х 70. Для получения такого размера можно взять стандартную доску 40 х 150, или заказать на пилораме доску 38 х 150 и порезать на циркулярке на 4 части.
То что циркулярка должна иметь глубину пропила не менее 75 мм - думаю понятно :).
Конечно можно резать доску на пиле с меньшим пропилом (сначала по ширине а потом по толщине), но для этого придется распускать брусок с двух сторон.
Допустим с распилом мы справились и получили заготовки 18 х 73 +/- 1 мм.
В идеале - заготовки для вагонки нужно пропустить через рейсмус
Но если рейсмуса нет - можно пойти другим путем - использовать ручной электрорубанок, закрепленный на примитивное приспособление в виде корыта (доски с двумя брусками по краям. Бруски определяют толщину заготовки вагонки).
Рабочую часть корыта нужно пропитать расплавленным парафином - для лучшего скольжения.
Итак - рейки откалиброваны по толщине - теперь можно приступать к фрезерованию кромок.
Существуют 2 основных типа вагонки: симметричная и несимметричная Рис. 1.
Рисунки при клике - открываются на полный размер.
 |
| Рис. 1 Симметричная и Не симметричная вагонка. |
1 - гребень и 2 - паз Симметричной вагонки.
3 - гребень и 4 - паз Несимметричной вагонки.
5 - расширенная полка. 6 - компенсационный паз.
Единственное преимущество симметричной вагонки - возможность перевернуть деталь другой (изнаночной стороной) - например из-за дефектов на лицевой стороне.
Но я бы рекомендовал делать НЕ симметричную вагонку.
Во-первых для ее изготовления не нужен "вагоночный набор" фрез, можно обойтись одной конической 30 или 45-градусной фрезой.
Паз и гребень на вагонке эффективней фрезеровать пильным диском, хотя можно использовать Т - образную фрезу (грибок) с шириной режущей части 4 - 4,5 мм.
Во-вторых - крепить такую вагонку значительно легче, так как расширенная полка (5) Рис. 1 - позволяет забивать ее как гвоздями Рис. 2, так и скобами - используя пневмостеплер.
И В-третьих - на вагонке можно (и нужно) делать компенсационные пазы (6) Рис.1, которые уменьшают коробление рейки.
Глубина паза - 1/3 - 1/2 толщины вагонки, ширина - 3-4 мм.
Угол скоса и размеры сопряжения (паза и гребня) вагонки могут варьироваться.
При увеличении толщины заготовки (18 - 22 мм) толщину гребня нужно увеличивать до 5 - 6 мм.
На Рис. 3 даны размеры для вагонки толщиной 16 мм.
Если нет возможности рейсмусовать заготовки или сделать калибровочное приспособление из электрофуганка, то можно обойтись качественным распилом (пилой с напайками) и шлифованием (ленточной шлифмашиной)
В этом случае есть смысл увеличить наклон скоса до 30 градусов Рис. 4, таким образом перепады толщины будут менее заметными.
Чтобы сопряжение паз - гребень происходило качественно, выборка на нижней стороне гребня делается на 1 - 2 мм больше.
Но я бы рекомендовал делать НЕ симметричную вагонку.
Во-первых для ее изготовления не нужен "вагоночный набор" фрез, можно обойтись одной конической 30 или 45-градусной фрезой.
Паз и гребень на вагонке эффективней фрезеровать пильным диском, хотя можно использовать Т - образную фрезу (грибок) с шириной режущей части 4 - 4,5 мм.
Во-вторых - крепить такую вагонку значительно легче, так как расширенная полка (5) Рис. 1 - позволяет забивать ее как гвоздями Рис. 2, так и скобами - используя пневмостеплер.
 |
| Рис. 2 Крепление вагонки гвоздями. |
Глубина паза - 1/3 - 1/2 толщины вагонки, ширина - 3-4 мм.
Угол скоса и размеры сопряжения (паза и гребня) вагонки могут варьироваться.
При увеличении толщины заготовки (18 - 22 мм) толщину гребня нужно увеличивать до 5 - 6 мм.
На Рис. 3 даны размеры для вагонки толщиной 16 мм.
 |
| Рис. 3 Основные размеры паза и гребня. |
В этом случае есть смысл увеличить наклон скоса до 30 градусов Рис. 4, таким образом перепады толщины будут менее заметными.
 |
| Рис. 4 Скос кромки и зазор в сопряжении. |
В этом случае "до упора" входит именно гребень, а снизу остается небольшой зазор.
С пазами и гребнями - разобрались. Компенсационные пазы - думаю особой сложности не представляют и остался последний момент - фрезерование скосов.
Фрезеровать в любом случае нужно на столе. Причем стол может быть совсем примитивным, например таким:
--
А можно просто привинтить фрезер к листу 12 - 15 мм. фанеры и поставить лист на перевернутую вверх ногами табуретку, привинтив его к ножкам на пару шурупов.
В качестве упорной линейки - можно использовать ровную рейку с вырезом под фрезу, которая закрепляется на листе при помощи 2х "С" образных струбцин.
На линейку (или на рейку) крепится один прижим (1) Рис. 7, а второй - привинчивается к самому столу.
1 - передний и верхний прижимы. 2 - фреза.
После фрезерования желательно пошлифовать лицевую сторону вагонки при помощи ленточной шлифмашины и скруглить острые углы - шлифовальной губкой.
А это видео в продолжение темы вагонки:
-
.
А на этом вот в общем то и все.
Задавайте вопросы, пишите комментарии и делитесь моей статьей с друзьями.
А, ну и на обновление блога - не забудьте подписаться (форма для подписки - справа, вверху страницы).
В помещениях с переменной влажностью (уличные тамбуры, бани, сауны и т.п.) при соединении вагонки ее нельзя соединять совсем плотно, гребень, НЕ должен доходить до дна паза на 1-2 мм, чтобы при набухании - вагонка "не выстрелила "пузом".
Кроме того для таких помещений желательно увеличить глубину сопряжения, сделав гребень и паз на 2-3 мм шире (13мм вместо 10) и увеличив толщину с 4 до 5мм.
Если дела с калиброванием заготовки обстоят совсем плохо, то вместо скоса лучше фрезеровать на кромках небольшой радиус Рис. 5 - в этом случае перепад размера еще менее заметен.
 |
| Рис. 5 Радиусная форма кромок вагонки. |
Фрезерование паза и гребня нужно проводить, используя за базу - обратную сторону вагонки Рис. 6. Особенно это важно для НЕ рейсмусованной заготовки.
В том случае, когда толщина пропила циркулярки не соответствует ширине паза (4 -5 мм) - выборку паза следует производить за 2 прохода, не переворачивая деталь (ведь паз не симметричен по оси вагонки) а перемещая прижим (4) и линейку (2).
1 - заготовка вагонки. 2 - линейка. 3 - пильный диск. 4 - прижим. 5 - пильный стол.
 |
| Рис. 6 Фрезерование паза на циркулярной пиле. |
Чтобы получить качественный паз и гребень - при фрезеровании обязательно нужно использовать прижимы (4).
О самодельных прижимах я не раз рассказывал в своих видео:
О самодельных прижимах я не раз рассказывал в своих видео:
--
С пазами и гребнями - разобрались. Компенсационные пазы - думаю особой сложности не представляют и остался последний момент - фрезерование скосов.
Фрезеровать в любом случае нужно на столе. Причем стол может быть совсем примитивным, например таким:
--
А можно просто привинтить фрезер к листу 12 - 15 мм. фанеры и поставить лист на перевернутую вверх ногами табуретку, привинтив его к ножкам на пару шурупов.
В качестве упорной линейки - можно использовать ровную рейку с вырезом под фрезу, которая закрепляется на листе при помощи 2х "С" образных струбцин.
На линейку (или на рейку) крепится один прижим (1) Рис. 7, а второй - привинчивается к самому столу.
 |
| Рис. 7 Фрезерование скосов. |
После фрезерования желательно пошлифовать лицевую сторону вагонки при помощи ленточной шлифмашины и скруглить острые углы - шлифовальной губкой.
А это видео в продолжение темы вагонки:
-
А на этом вот в общем то и все.
Задавайте вопросы, пишите комментарии и делитесь моей статьей с друзьями.
А, ну и на обновление блога - не забудьте подписаться (форма для подписки - справа, вверху страницы).
воскресенье, 20 декабря 2015 г.
Самодельный регулировочный кран.
Всем - привет.
Сегодня продолжая тему труб - отопления хочу поделиться одним своим Ноу-Хау :)
Как то я устанавливал твердотопливный котел и мне понадобилось сделать регулировочный кран на обратке. К этому крану не предъявлялись требования по герметичному перекрытию потока, так как основная задача - регулировать объем воды через обратку котла.
Но было одно Но, подводящая труба была установлена таким образом, что на кран и сгон просто не было места. Да и сама труба находилась возле плинтуса в углу комнаты.
Ставить короткую задвижку и варить 2 операционных шва - тоже было затруднительно из-за недостатка места, да и трудоемкости подобных швов.
Пришлось искать решение, и оно нашлось достаточно быстро. Поскольку труба железная, решено было сделать шиберный кран в самой трубе Рис. 1.
Для этого потребовалось выточить 2 железные детали: шток шибера (4) и корпус штока (3).
А также подобрать резьбовую заглушку (3) в качестве накидной гайки для уплотнения штока и нажимную втулку.
Поворотным шибером (5) послужил диск из 3х мм. железа, вставленный и вваренный в паз штока (4).
Предварительно в месте будущего крана в трубе было просверлено 3 отверстия, 2 ко краям будущего паза (6) и одно в центре (7), на пару мм больше диаметра самого штока и при помощи УШМ и надфиля сделан паз, через который в трубу введен шток с шибером.
Шибер вставлен в паз штока (который предварительно слегка сжат) и в сборе с корпусом введен в паз трубы и отцентрирован - поворотом в обе стороны.
Далее шибер прихвачен сваркой к штоку в нескольких точках.
После этого вся конструкция собрана окончательно: - шток уплотнен в корпусе сальниковой набивкой, которая прижата втулкой и накидной гайкой, корпус со штокам и шибером - вставлен в трубу и прихвачен в нескольких точках, после проверки конструкции на работоспособность - в паз вложены куски электрода, паз и корпус штока обварены сплошным швом.
На торце штока сделан квадрат и продольная риска - соответствующая положению шибера.
Вот в общем и вся конструкция. Работает она вполне нормально, со своими задачами - справляется.
Когда я уже дописал статью, мне в голову пришла идея - кран можно сделать разборным и обслуживаемым :)
Для этого достаточно смонтировать все компоненты на хомуте, который надевается на трубу и уплотняется резиновой прокладкой, как показано на Рис. 5.
Причем кран можно сделать и условно герметичным. Для этого шибер достаточно сделать из двух дисков, между которыми вложить резиновую прокладку.
Вот такая идея. Возможно кому-то она пригодится.
А на этом на сегодня - все.
Пишите коментарии, задавайте вопросы, ставьте "лайки" и делитесь с друзьями.
Ну и на блог - не забудьте подписаться (форма подписки - вверху страницы).
:)
Сегодня продолжая тему труб - отопления хочу поделиться одним своим Ноу-Хау :)
Как то я устанавливал твердотопливный котел и мне понадобилось сделать регулировочный кран на обратке. К этому крану не предъявлялись требования по герметичному перекрытию потока, так как основная задача - регулировать объем воды через обратку котла.
Но было одно Но, подводящая труба была установлена таким образом, что на кран и сгон просто не было места. Да и сама труба находилась возле плинтуса в углу комнаты.
Ставить короткую задвижку и варить 2 операционных шва - тоже было затруднительно из-за недостатка места, да и трудоемкости подобных швов.
Пришлось искать решение, и оно нашлось достаточно быстро. Поскольку труба железная, решено было сделать шиберный кран в самой трубе Рис. 1.
 |
| Рис. 1 Разрез крана. |
 |
| Рис. 2 Детали крана. |
1-сварочный шов 2-корпус штока 3-накидная гайка (заглушка на 1/2") 4 - шток шибера.
Для этого потребовалось выточить 2 железные детали: шток шибера (4) и корпус штока (3).
А также подобрать резьбовую заглушку (3) в качестве накидной гайки для уплотнения штока и нажимную втулку.
 |
| Рис. 3 Шток, корпус и втулка. |
Поворотным шибером (5) послужил диск из 3х мм. железа, вставленный и вваренный в паз штока (4).
Предварительно в месте будущего крана в трубе было просверлено 3 отверстия, 2 ко краям будущего паза (6) и одно в центре (7), на пару мм больше диаметра самого штока и при помощи УШМ и надфиля сделан паз, через который в трубу введен шток с шибером.
Шибер вставлен в паз штока (который предварительно слегка сжат) и в сборе с корпусом введен в паз трубы и отцентрирован - поворотом в обе стороны.
Далее шибер прихвачен сваркой к штоку в нескольких точках.
После этого вся конструкция собрана окончательно: - шток уплотнен в корпусе сальниковой набивкой, которая прижата втулкой и накидной гайкой, корпус со штокам и шибером - вставлен в трубу и прихвачен в нескольких точках, после проверки конструкции на работоспособность - в паз вложены куски электрода, паз и корпус штока обварены сплошным швом.
 |
| Рис. 4 Детали крана и форма паза под шибер. |
{kind=link}
Вот в общем и вся конструкция. Работает она вполне нормально, со своими задачами - справляется.
Когда я уже дописал статью, мне в голову пришла идея - кран можно сделать разборным и обслуживаемым :)
Для этого достаточно смонтировать все компоненты на хомуте, который надевается на трубу и уплотняется резиновой прокладкой, как показано на Рис. 5.
Причем кран можно сделать и условно герметичным. Для этого шибер достаточно сделать из двух дисков, между которыми вложить резиновую прокладку.
 |
| Рис. 5 Разборный кран из хомута и самодельных деталей. |
А на этом на сегодня - все.
Пишите коментарии, задавайте вопросы, ставьте "лайки" и делитесь с друзьями.
Ну и на блог - не забудьте подписаться (форма подписки - вверху страницы).
:)
пятница, 18 декабря 2015 г.
Расширяю формат. Установка циркуляционного насоса.
Всем привет.
Сегодняшняя статья открывает еще одну тему, которой я раньше не уделял внимания на блоге.
Многие мои зрители канала на Ютуб знают, что кроме столярки я занимаюсь работой и в других сферах. Иногда я выкладываю видео на тему электрики или сантехники.
Ну ближе к теме.
Одно время я занимался установкой газовых котлов и циркуляционных насосов, но потом "отошел от дел".
А сейчас эта тема вновь стала актуальной - теперь меня зовут устанавливать твердотопливные котлы, причем часто в параллель с газовыми.
Устанавливая насосы на старые системы отопления (с естественной циркуляцией) я часто старался сохранить трубы большого диаметра и сделать систему независимой от наличия электричества.
В то время, когда люди начали массово ставить навесные двухконтурные котлы, я оставался приверженцем простой схемы с раздельным отопительным котлом и газовой колонкой.
А в некоторые системы дополнительно устанавливал бойлер косвенного нагрева.
Конечно такая конструкция более громоздка, и КПД ее будет ниже котла-колонки.
Но независимость от электричества, простота, низкая цена и отсутствие управляющей электроники а также возможность отдельно обслуживать отопление и нагрев воды - является неоспоримым преимуществом.
А вот теперь - "о птичках", то есть о насосах :)
Когда у нас появились в продаже циркуляционные насосы, и сварщики только начинали осваивать их установку, монтаж практически всегда производился через бай-пасс.
Это было оправданно, так как кардинальное вмешательство в систему отопления (с заменой не только котла, но и труб - на более тонкие, радиаторов низкой теплоемкости и установкой термоголовок) требовало и существенных вложений и было довольно рискованным с точки зрения аварийного отключения насоса.
Вот и вваривали насосы в существующую подающую трубу (хотя рациональней это делать в "обратку").
В это время ходило очень много баек, поддерживаемых не совсем добросовестными монтажниками, дескать после установки насоса котел начал потреблять чуть ли не в 2 раза меньше газа и батареи (особенно старые, чугунные) - начали нагреваться в 5 раз быстрее.
В реальности - насос позволял более быстро прогреть дом в межсезонье, и во время суточных скачков температуры "за бортом". Утром, уходя из дома, можно было поставить котел на минимум, а придя с работы - включить насос и добавить котел "на всю катушку".
Но если система отопления сделана грамотно, и успешно работает без насоса, когда температура на улице стабильна, котел работает в одном режиме, а в доме круглосуточно находятся люди - нет смысла "играться с регулировками" температуры котла, да и насос можно включать только эпизодически.
Я делаю именно так, подключая котел через "недельный" или "суточный" таймер, и выставляя на нем 2 - 3 периода включения насоса в сутки.
Например в будние дни - с 4 до 6 утра, чтобы проснувшись, не "стучать зубами", с 15 до 18 - чтобы придя с работы не мерзнуть и с 21 до 01 - чтобы не ложиться спать в холодной комнате.
В выходные дни режим работы насоса - более продолжительный.
Конечно наличие постоянно включенного насоса дает очень много преимуществ: тут и возможность подключить теплый пол, и установить современные батареи, которые можно регулировать и вручную и термоголовками,
и наконец возможность заставить работать самую бестолковую систему отопления, собранную через "ж" криворукими "мастерами".
Но с другой стороны за месяц непрерывной работы насос мощностью 70 ватт "накрутит" дополнительно 50 кВт электроэнергии.
И вот наконец мы подошли к главному - схеме установки насоса через бай-пасс.
Самым первым вариантом установки насоса была схема с 3-мя кранами - Рис.1.
2 крана размером 3/4" или 1" устанавливались на бай-пасс перед и после насоса (1), а третий (7), размером 1,5" - 2" - на основную (большую) трубу.
 |
| Рис. 1 Схема с тремя кранами. |
Также в схеме присутствовал малый 3/4" - 1"(5) и большой 1 1/2 - 2" (6) сгоны, и фильтр (2).
Устанавливая байпас на вертикальную трубу я предпочитаю использовать "Т" - образные фильтры,
так как они допускают любое направление потока а также вертикальное и горизонтальное положение,
в отличии от "У" - образных фильтров, которые при установке на вертикальную трубу могут работать при направлении потока сверху вниз.
В противоположном направлении отстойник фильтра НЕ задействован, а работает только сетка.
В горизонтальном положении бай-пасса можно использовать и "У" образный фильтр, только отстойник нужно ориентировать вниз. чтобы грязь оседала в заглушке.
Накидные гайки (3) в паре с кранами (1) позволяют отключить и снять насос для замены или обслуживания, а сгон (5) позволяет при сборке конструкции и затяжке накидных гаек (3) снять механические напряжения с деталей конструкции, точно отрегулировав расстояние между фланцами насоса.
Эта конструкция встерчается довольно часто, но она имеет несколько существенных недостатков:
Во-первых сгон (6) и особенно большой кран (7) существенно увеличивают цену конструкции.
Во-вторых - установка крана - дополнительный этап работы, который требует перерезать большую трубу, приварить резьбы и смонтировать собственно кран.
И в-третьих - при работе насоса основной кран (7) должен быть перекрыт, но если отключается электричество, то нужно в ручном режиме открыть кран, так как проходное сечение бай-пасса невелико, и соответственно поток воды двигается через него существенно медленнее, что приводит к остановке системы, а при использовании твердотопливного котла - может привести к его закипанию.
Поэтому появились конструкции Рис.2 в которых вместо большого крана начали использовать обратный клапан (9), из которого удаляли возвратную пружину.
Но поскольку клапан все же рассчитан на работу с избыточным давлением да и гидродинамика плоской тарелки клапана "не фонтан" такую конструкцию я бы не стал рекомендовать.
Это конечно "лучше чем ничего", но тоже "далеко не идеал".
 |
| Рис. 2 Схема с обратным клапаном (без пружины). |
Позднее на рынке появились "поплавковые" клапаны Рис.3 с шариком "нулевой плавучести".
Конструкция с подобным клапаном также имеет 2 недостатка предыдущей схемы (цену и трудоемкость), но кроме того при включении насоса шарик часто издает довольно громкие звуки и такой клапан можно устанавливать только на вертикальные трубы, так как при горизонтальном положении клапан может не перекрывать поток.
 |
| Рис. 3 Схема с шариковым клапаном (нулевой плавучести) |
Всех вышеперечисленных недостатков лишена схема с инжектором Рис. 4
Эту схему я увидел в изделии одного мастера, и внеся небольшие доработки - начал использовать в своих работах.
Первой доработкой было сужение "выхлопной трубы инжектора" (11), для увеличения скорости исходящего потока.
Поскольку для бай-пасса я обычно использую трубу 3/4" то на выходе я ввариваю в нее кованный уголок на 1/2".
Края уголка я стачиваю "на конус", чтобы сделать поток более ламинарным (уменьшить вихреобразование и сопротивление движению потока)
Второй доработкой является срез приемного патрубка (13) на входе в большую трубу, под углом 30 - 45 градусов.
Для увеличения эффективности системы можно заузить основную трубу (12) например вварить в трубу на 2" - отрезок трубы на 1,5".
Если основная труба имеет размер 1,5" - то в нее вваривается труба на 1, 1/4"
 |
| Рис. 4 Схема с инжектором. |
Конструкцию с инжектором я проверил на нескольких десятках систем, как и на газовых так и на твердотопливных котлах. Одинаково эффективно она работает и на подаче, и на обратке. И в вертикальном и в горизонтальном положении.
Стоит - дешево и не требует вмешательства при включении и выключении насоса - что позволяет использовать ее в схеме с периодически включаемым насосом.
Вот такая идея :).
А на этом на сегодня - все.
Задавайте вопросы, пишите комментарии, делитесь в соцсетях
И
Подписывайтесь на новости (форма подписки - вверху страницы, слева :)
среда, 16 декабря 2015 г.
Циркулярная пила. Технологии и приспособления.
Всем - привет!
Начинаю новую тему - Технологии и приспособления.
Или как говорят в англоязычном интернете - Лайфхаки.
Короче - ближе к делу.
Как-то смотрел видео своего коллеги по Ютуб - Жеки-Художника о простом приспособлении для ручной электропилы, которое позволяет быстро торцевать доски, соблюдая угол
Вот прямая ссылка https://youtu.be/q34ClKrUjMk?t=1m47s - можете перейти на его канал и посмотреть.
Заодно и мои комментарии почитаете :)))
Я использую подобное приспособление для ручной электропилы более 5 лет, и в процессе работы сделал несколько вариантов.
Идею нашел на просторах интернета, но в свойственном себе стиле - начал дорабатывать %).
Первоначально конструкция направляющей довольно проста - для ее изготовления понадобится:
- кусок ДВП или тонкой фанеры (3), 250 х 300 мм,
- полоса фанеры или ламината толщиной 10 мм. (4), длиной 400 мм,
- рейка, которая будет служить упором (2) 300 - 500 мм,
- и отрезок рейки для ручки (1), но без него можно и обойтись.
 |
| Рис. 1 Торцовочное приспособление |
В свою конструкцию приспособления я добавил три шурупа (1),
которые проходят насквозь через упорную рейку и выходят с другой стороны на 2 - 4 мм.
Острия шурупов втыкаются в заготовку и не дают приспособлению двигаться из стороны в сторону.
 |
| Рис. 2 Шурупы - шипы. |
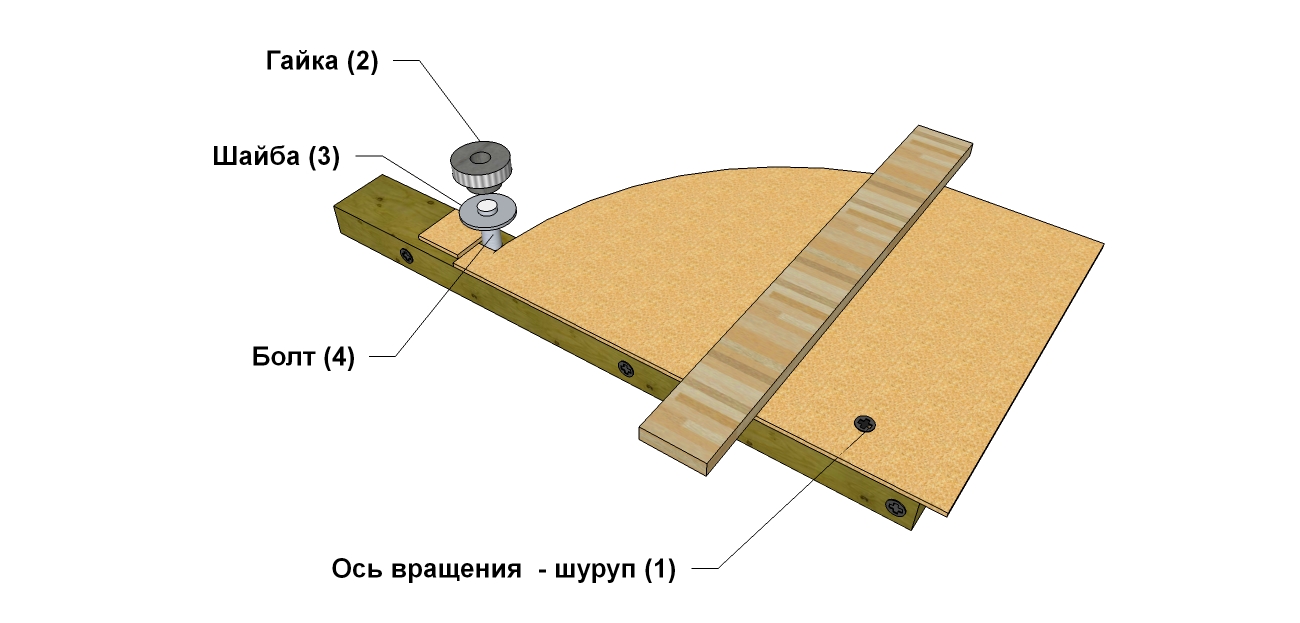
Кроме фиксированного приспособления я сделал еще и регулируемый вариант, позволяющий резать под разными углами.
Я не стал наносить градусную шкалу на приспособление, чтобы не усложнять конструкцию.
Угол реза устанавливается по Угломеру или по Малке.
Это приспособление так же сделано из дерева и ДВП.
Ось вращения (1) должна быть расположена как можно ближе к линии реза.
Фиксация положения производится болтом М6 с расширенной шайбой и гайкой-барашком.
На секторе есть упор, позволяющий устанавливать приспособление под прямым углом.
Основное преимущество такого приспособления - возможность резать детали под углом более 45°, что доступно не всякой торцовочной пиле :).
Чтобы при зажиме сектора шайба не перекашивалась и хорошо фиксировала угол, на противоположную от болта сторону к упорной рейке приклеен квадратик из ДВП.
Фиксация положения производится болтом М6 с расширенной шайбой и гайкой-барашком.
На секторе есть упор, позволяющий устанавливать приспособление под прямым углом.
Основное преимущество такого приспособления - возможность резать детали под углом более 45°, что доступно не всякой торцовочной пиле :).
 |
| Рис. 3 Поворотное приспособление для торцевания под углом. |
 |
| Рис. 4 Направляющая закреплена под углом к упорной рейке. |
 |
| Рис. 4 Торцевание под углом. |
Вот таким образом происходит рез под углом.
При необходимости можно закрепить приспособление на заготовке, прижав упорную рейку при помощи струбцины.
Видео в продолжение темы:
И видео в тему "торцевания" :
Приспособление, позволяющее заменить протяжную торцовочную пилу - "Торцовочный ящик":
И еще одно "в тему" - самодельная направляющая шина:
=
"Вот так вооот" :)
А на этом на сегодня - все.
Пишите комментарии. Задавайте вопросы. Делитесь моим видео и статьями в социальных сетях.